Ремонт блока цилиндров
Корпусная деталь двигателя изготавливается из серого чугуна или алюминия методом отливки под давлением. Капитальный ремонт блока цилиндров подразумевает полную разборку силового агрегата с последующей расточкой и хонингованием рабочих поверхностей. В некоторых случаях производится фрезеровка присоединительной плоскости ГБЦ и устранение повреждений резьбовых соединений. При необходимости проверяется состояние рубашки системы охлаждения на предмет отсутствия трещин и свищей.
Проверка герметичности системы охлаждения блока цилиндров
Металл корпусной детали (чугун или алюминий) в случае использования некачественных антифризов постепенно разрушается, что приводит к образованию микротрещин. Процедура проверки герметичности системы охлаждения блока цилиндров позволяет выявить механические дефекты в условиях близких к эксплуатационным. Изделие погружается в воду, разогретую до 70-75 ⁰C, а в заглушенных полостях рубашки в полостях создается избыточное давление воздуха.
Дефекты определяются по пузырькам воздуха, исходящим даже через микроскопические повреждения металла. В отдельных случаях негерметичности блока устраняются путем наваривания металла с последующим удалением излишков. Применение этого метода сопряжено с некоторыми ограничениями и при невозможности, в самых сложных ситуациях деталь просто заменяется новой.
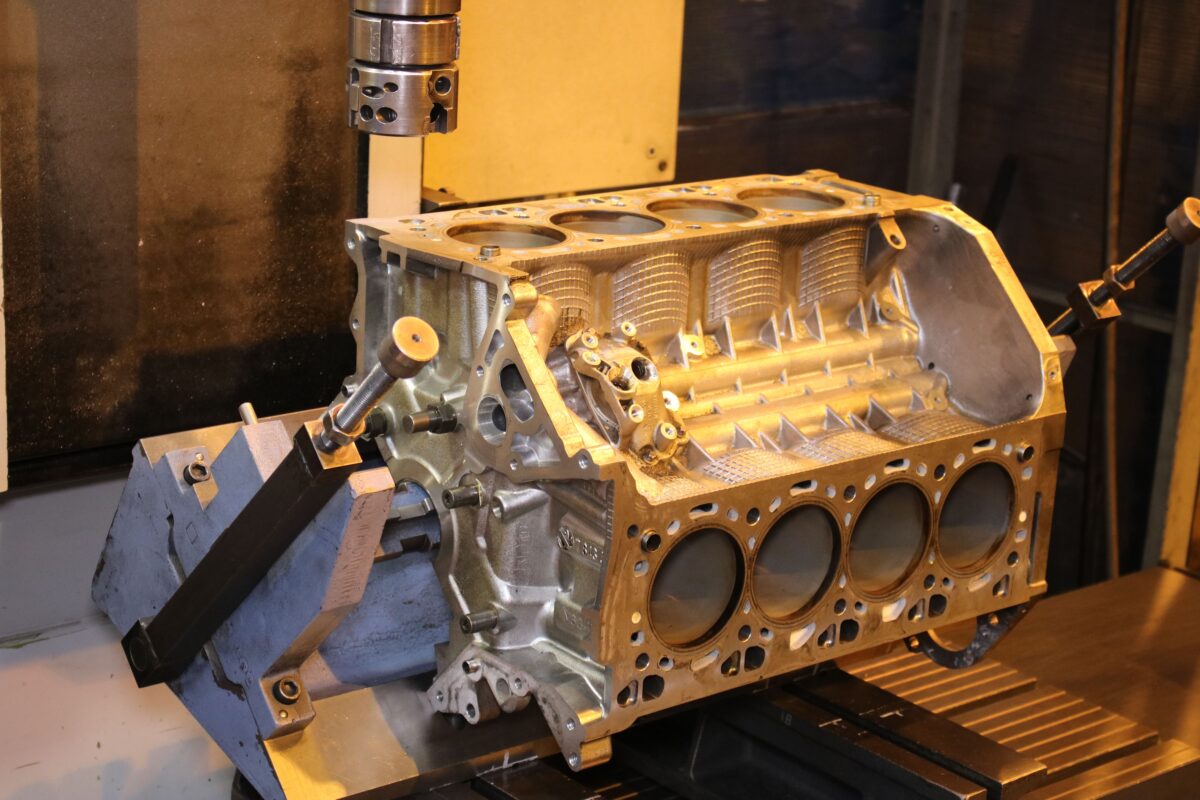
Расточка блока цилиндров
Износ деталей в парах трения – процесс естественный и необратимый. Расточка блока цилиндров производится в том случае, если производителем предусмотрена такая возможность и выпускаются поршни ремонтного (увеличенного) размера. Работы проводятся на высокоточных координатно-расточных станках, что приводит к увеличению внутреннего диаметра и позволяет довести поверхность практически до идеальной геометрической формы.
Перед расточкой проводятся измерения цилиндров с помощью нутромера и микрометра на нескольких уровнях, что обеспечивает выявление эллиптической и конусной выработки в горизонтальной и вертикальной плоскости. По окончании работ проводится с обязательной промывкой и продувку детали для удаления металлической стружки.
Ремонт резьбового соединения головки блока цилиндров
Часто демонтаж и последующая установка ГБЦ заканчиваются повреждением нагруженных крепёжных узлов. Восстановительный ремонт резьбового соединения головки блока цилиндров производится в следующих случаях:
- обламывание одного или нескольких болтов при откручивании или закручивании;
- срыв резьбы из-за превышения момента затяжки;
- образование микротрещин из-за неправильной подготовки (наличие масло или других жидкостей в канале).
Фрезеровка блока цилиндров
При длительной эксплуатации двигателя присоединительная плоскость часто повреждается в результате коррозии и механических воздействий. Фрезеровка блока цилиндров производится с использованием вертикально фрезерных станков и подразумевает удаление металла на определенную толщину с целью устранения дефектов. Предельная глубина определяется производителей и может достигать 1,5-2,0 мм в зависимости от модели.
По завершении фрезеровальных работ блок тщательной промывается для удаления стружки из всех каналов и отверстий. После этого сушится и продувается сжатым воздухом. Этот метод ремонта позволяет увеличить компрессию и часто применяется для тюнинга двигателя и повышения мощностных показателей.
Хонингование блока цилиндров
Внутренние поверхности должны иметь определенную шероховатость, необходимую удержания масла и нормальной смазки деталей. Хонингования блока цилиндров производится на модифицированных координатно-расточных станках с помощью специального хона в таком порядке:
- Черновая. Обработка крупнозернистым составом.
- Чистовая. Доводка с помощью мелкодисперсного хона.
- Очистка. Удаление металлической стружки с помощью нейлоновых щеток.
Контакты
-
Адрес:
Московское шоссе 10/1
-
Режим работы:
пн-пт с 9:00 до 18:00сб, вс — выходные
- Телефон: +7 (8452) 65 36 00